



































































































































Askaynak е водещ турски производител и доставчик на заваръчни консумативи, оборудване за дъгова заварка, включително плазмени и газови режещи устройства, и роботизирани заваръчни системи. През 2019 г. Lincoln Electric завършва придобиването на контролния пакет акции на Askaynak, с което компанията става напълно интегрирана в структурата на Lincoln Electric.
Научи повече за маркатаПрофесионална консултация
Наш оператор ще консултира всички ваши въпроси и запитвания
До офис на куриер или при поръчки над 41.00 € / 80.19 лв


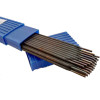
AS Pik-55 е електрод с никелова сърцевина. Използва се за заваряване на всички видове чугуни и особено за свързване на аустенитни легирани чугуни, наречен Ni-resist.
AS Pik-55 дава много стабилна дъга и незначително количество шлака, която лесно може да бъде отстранена. Заваръчният материал може лесно да се обработва и има същия цвят като този на чугуна. Има отлични механични свойства и е много устойчив на напукване.
AS Pik-55 се използва по-специално за съединяване и заваряване на части от сив чугун, чугун със сферографитен чугун и ковък чугун.
Той е идеален електрод за свързване на чугунени части към части от неръждаема стомана или стомана. От друга страна може да се използва и за запълване на кухини в отливки или кухини, които могат да се образуват след машинна обработка. Също така е идеален за заваряване на части, излагани на високи динамични сили, които се намират в основата и тялото на тежките машини.
Когато заварявате чугун без предварително нагряване, възможно най-малкият диаметър на електрода и възможно най-ниският заваръчен ток трябва да бъдат избрани, за да ограничат ширината на зоната на топлинен ефект, която може да възникне поради прекомерно нагряване. При заваряване на дебели парчета се препоръчва предварително загряване до 150-200°C и бавно охлаждане.
* Всички снимки на продуктите в сайта са илюстративни. Възможно е разминаване между изображението и реалния продукт, без това да променя основните му параметри и характеристики.
** Този продукт, можете да го срещнете със следните подобни артикулни кодове: ASPIK5525; ASPIK5525; ASPIK5525; ASPIK5525
80,74€ / 157.91лв. /кг
Опаковка: 1.1/кг
Бърза поръчка по телефона?
Попълни своя телфон и наш оператор ще се свърже с теб веднага, за да те консултира и да приеме поръчката ти по телефона.
Поръчваш днес, а ние доставяме утре до вас.
До 14 дни след поръчката можеш бързо и лесно да върнеш поръчката.
Гарантираме винаги най-ниска цена на определени продукти
За по-големи поръчки и при закупуване на количества, както и за редовни клиенти

Askaynak е водещ турски производител и доставчик на заваръчни консумативи, оборудване за дъгова заварка, включително плазмени и газови режещи устройства, и роботизирани заваръчни системи. През 2019 г. Lincoln Electric завършва придобиването на контролния пакет акции на Askaynak, с което компанията става напълно интегрирана в структурата на Lincoln Electric.
Научи повече за маркатаПрофесионална консултация
Наш оператор ще консултира всички ваши въпроси и запитвания
До офис на куриер или при поръчки над 41.00 € / 80.19 лв
AS Pik-55 е електрод с никелова сърцевина. Използва се за заваряване на всички видове чугуни и особено за свързване на аустенитни легирани чугуни, наречен Ni-resist.
AS Pik-55 дава много стабилна дъга и незначително количество шлака, която лесно може да бъде отстранена. Заваръчният материал може лесно да се обработва и има същия цвят като този на чугуна. Има отлични механични свойства и е много устойчив на напукване.
AS Pik-55 се използва по-специално за съединяване и заваряване на части от сив чугун, чугун със сферографитен чугун и ковък чугун.
Той е идеален електрод за свързване на чугунени части към части от неръждаема стомана или стомана. От друга страна може да се използва и за запълване на кухини в отливки или кухини, които могат да се образуват след машинна обработка. Също така е идеален за заваряване на части, излагани на високи динамични сили, които се намират в основата и тялото на тежките машини.
Когато заварявате чугун без предварително нагряване, възможно най-малкият диаметър на електрода и възможно най-ниският заваръчен ток трябва да бъдат избрани, за да ограничат ширината на зоната на топлинен ефект, която може да възникне поради прекомерно нагряване. При заваряване на дебели парчета се препоръчва предварително загряване до 150-200°C и бавно охлаждане.
* Всички снимки на продуктите в сайта са илюстративни. Възможно е разминаване между изображението и реалния продукт, без това да променя основните му параметри и характеристики.
80,74€ / 157.91лв. /кг